WeldPath®-2
概要
A. 最適溶接の必要性
ロボット溶接の課題は、溶接欠陥(溶接割れ、等)を未然に防ぐことです。WeldPath-2では、軽量カメラで溶融池を観察し、速度、電流値を最適化して、欠陥の少ない溶接を実現することを目的としています。溶融池の最適化は、溶融池の熱影響部形状が円形になる事を基準にしています。これは、実験で裏付けられています。
B. 溶接条件の最適化手順- 溶接 溶融池(熱境界部)を小型軽量カメラ(300g程)で撮影
- 溶接条件(溶接速度、電流値、等)を最適化
- 溶接条件をロボットコントローラを通してリアルタイムに変更
本システムにおいて、最適な溶接条件を求めるために、ロボット溶接実験(TIG溶接:母材 SS400)を実施しました。溶接形式はビードオンプレートです。結果はおおよそ以下の様になりました。(横断面(マクロ)写真 下図右)
- 電流値200A、速度150mm/min の場合最適な溶接となる。深い溶け込みとなり、(十分な結合)溶接割れはない。
- 電流値が高い場合(300A,100mm/min)で、速度が遅い場合では、溶け込みは崩れる。 溶接割れを起こしている。
- 電流値が高い場合で、速度が最適な場合(300A,150mm/min)、溶け込みの大きさは良いが、溶け込み深さが浅い。溶接割れを起こしている。
下図を参照して下さい。 画面の左下にある解析グラフは、横軸に縦横比を、縦軸に電流値/溶接速度を取って、現在値と変更値でプロットしたものです。実際は3次元グラフにして奥行に速度ないし電流値の軸を取って解析しますが、疑似的に2次元にしたグラフです。縦横比=1に近づくように電流値ないし速度を決定していきます。
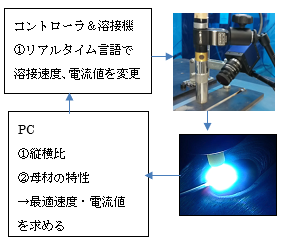
最適溶接プロセス
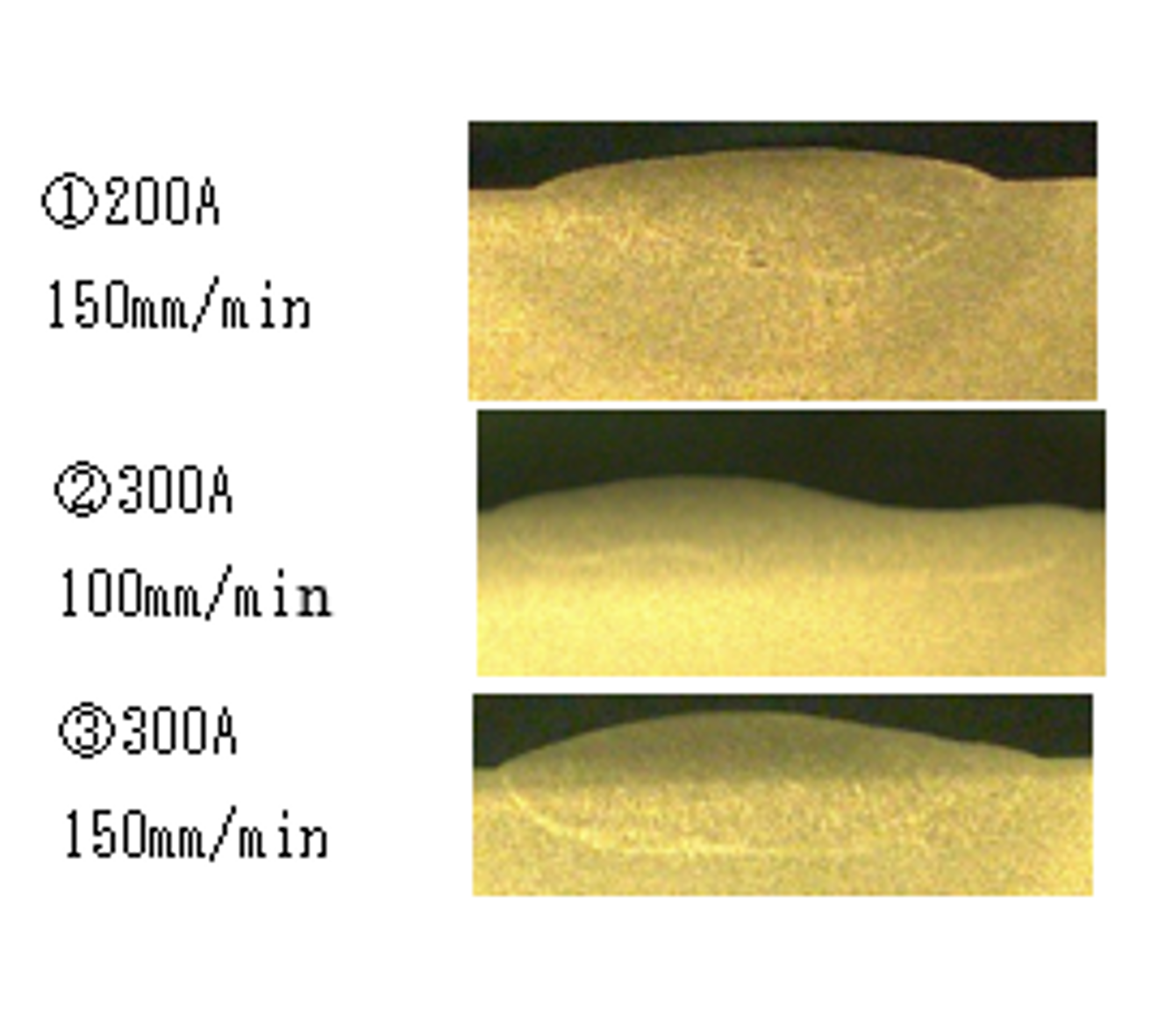
各種溶接条件におけるマクロ写真
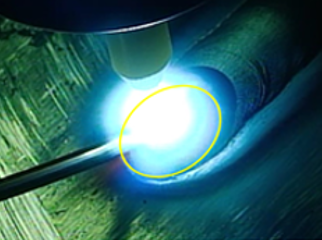
溶接画像
溶融池撮影動画
カタログダウンロード
WeldPathカタログダウンロードは こちらから